







Technical Solution For Fully Automatic Iron Frame Welding Production Line
Our company designed and manufactured a fully automatic iron frame welding production line for Guangdong Xinhua Electric Co., Ltd. which is equipped with automatic unloading and automatic stacking. The original single worker at a single station manually spot welding produced about 1,000 pieces a day (12 hours). After installing 8 stations on the production line and 3 workers maintaining it, the production capacity can be about 7,500 a day (12 hours), which greatly improves the production capacity.
Technical solution for fully automatic eight-station iron frame welding production line
I. Design thinking
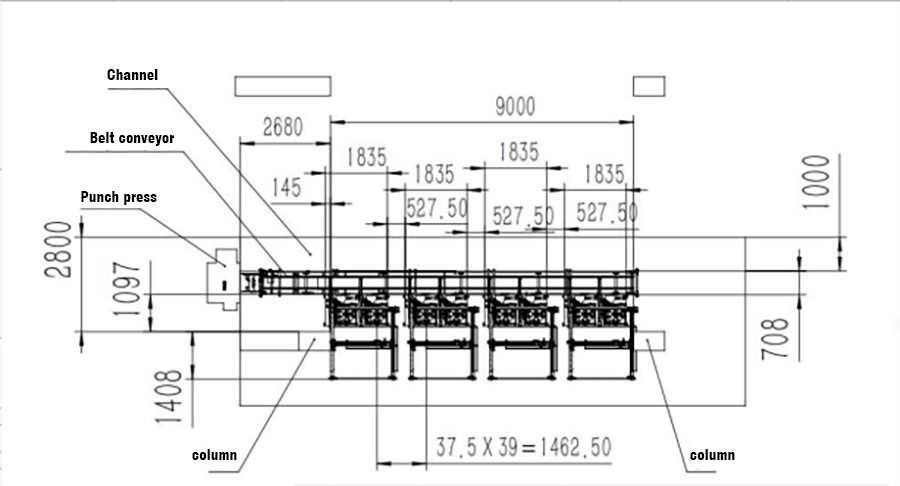
1. Machine structure: 1. The welding host is an open platform. 2. The rotation adopts a 90° splitter (composed of an electromagnetic clutch, a reduction box, and a motor). 3. The automatic welding gun is composed of a servo, a ball screw, and a spot welding mechanism. 4. The welding mold is composed of a 90° beryllium copper positioning. 5. The strip automatic clamping (feeding in and out) and unloading device are composed. 6. The strip conveying adopts a synchronous belt, a reduction box, a servo drive, and the material lifting is composed of a cylinder (1 strip at a time). 7. The material grabbing mechanism is composed of a finger cylinder, a slide cylinder, a servo drive, (1 strip is delivered each time) and is connected to the lower platform of the punch press by a material divider (two sets of servos). 8. The automatic line consists of four eight-station welding hosts as shown in the figure.
2. Unloading device: It is composed of a four-square frame with X, Y, Z three-axis linkage mechanism, equipped with finger cylinders, clamping cylinders, rotating cylinders, etc. The unloading space is 1400×1400×1950. The stacking quantity is 125 layers×4=500, and the eight-station unloading adopts a four-station single-side form (that is, each welding host has two stations sharing one unloading rack).
3. Synchronous belt conveyor: It is composed of material distribution, material guiding, orientation, conveying, and escort devices, as shown in the figure.
4. Brief description of single-station action: Material lifting platform (1 strip) When the machine recognizes that there is material, the material lifting cylinder moves and lifts the strip for the first time. The finger cylinder moves to grab the material and send it to the welding rotating station by the servo and then returns to its original position. The divider rotates 90°. The second material grabbing cylinder moves to send the strip to the welding rotating station and then returns to its original position. The clamping and positioning cylinders move, and the servo quickly moves forward to the welding position for the first spot welding (4 points). After the welding is completed, the servo returns to its original position, the clamping and positioning cylinders release, and the divider rotates 90°. The third material grabbing cylinder moves to push the strip into the welding rotating station. The positioning and clamping cylinders move, and the servo quickly moves forward to the welding station. After the second spot welding (4 points), the servo returns to its original position, the clamping and positioning cylinders release, and the divider rotates 90°. The fourth material grabbing cylinder moves to push the strip into the welding rotating station and returns to its original position. The servo quickly moves forward to the welding station for the third spot welding (4 points). Point) clamping, positioning cylinder release, after spot welding, servo returns to its original position, divider rotates 90 °, servo quickly moves forward to the welding station for the fourth spot welding (4 points), after the end, the unloading mechanism links to take the material and places it on the pile floor drag plate according to the rules... the action is analogous.
5. Synchronous belt conveying action process: the edge strips are orderly conveyed to the 1#, 2#, 3#, 4#, 5#, 6#, 7#, 8# stations (synchronized with the divider) through the positioning synchronous belt. When each station determines that there is an edge strip, it grabs the material in order, 1# grabs the material first, 2# follows, 3# follows, 4# follows, 5#, 6#, 7#, 8# continues, forming an automatic cycle.
6. Production efficiency: single station 4 pieces/minute.
II. Cost structure of a single double-station machine
sequenceNumber | name | quantity | Total price (yuan) | Remark |
1 | Welding servo | 2set |
| Including slider, guide rail, ballScrew rod, support seat, etc. |
2 | Edge strip picking servo | 2set |
| Including slider, guide rail, ballScrew rod, support seat, etc. |
3 | Main circuit board | 2Item |
| Contains thyristor and melt-resistor parts |
4 | Upper electrode | 2set |
| Including cylinder, tungsten needle, conductiveseat |
5 | Lower electrode plate | 2set |
| Including cylinder and lifting mechanism |
6 | frame | 1tower |
| Including machining and accessories |
7 | Divider rotating disk | 2set |
| Including splitter and tensionerMechanism, cylinder, motor, reducerSpeed box, electromagnetic clutch, etc. |
8 | Finger cylinder, slide cylinder | 4Item |
| Outsourcing |
9 | Rocker touch screen control box | 1set |
| Outsourcing |
10 | PLC | 1tower |
| Including bus and data line |
11 | touchscreen | 1tower |
| Outsourcing |
12 | Switching Power Supply | 2tower |
| Taiwan Mingwei240 |
13 | cylinder | twenty fourItem |
| With custom cylinder |
14 | Solenoid valve | twenty fourItem |
| AirTac |
15 | Dimer | 3Item |
| Outsourcing |
16 | Proximity switches | 26strip |
| Contains12mm,24mm |
17 | Magnetic switch | 20strip |
| Outsourcing |
18 | Reclaimer | 1set |
| Contains 3Servo set, material storage rack |
19 | freight |
|
|
|
20 | Spray paint |
|
|
|
21 | programming |
|
|
|
22 | Assembly wages |
|
|
|
23 | Debugging fee |
|
|
|
24 | Design Fees |
|
|
|
25 | Miscellaneous |
|
| Air pipe joints, control lines, etc. |
26 | gross profit |
|
|
|
Single double station total:Yuan | ||||
III.Cost structure of edge strip transportation
Serial number | name | quantity | Total Price(Yuan) | Remark |
1 | Feeding rack | 1set |
| self made |
2 | Timing belt | 2strip |
| Customized according to drawings |
3 | Belt drive (1.5KWServo) | 1tower |
| With reduction gearbox,Connecting shaft,Synchronous wheel,gear |
4 | Belt support | 16set |
| With synchronous wheel32pcs, bearing housing16set |
5 | Feeder (servo) | 2tower |
| With guide rail,Valve block,Support seat, etc. |
6 | PLC | 5tower |
| With optical fiber,cylinder,Solenoid valve |
7 | Lifting cylinder | 8set |
| With cylinder32Item,Solenoid valve16Item |
8 | Equipment Fee |
|
| 3people10sky |
9 | Installation and commissioning fee |
|
| 2people10sky |
10 | Painting fee |
|
|
|
11 | freight |
|
|
|
12 | Miscellaneous |
|
| Pneumatic connector,Pressure regulating valve,trachea |
13 | gross profit |
|
|
|
14 | Programming Fee |
|
| With synchronous belt drive,Dispenser Action |
15 | Grand total: |
|
|
|
Total price:Yuan | ||||
(The above prices include 13% VAT and domestic shipping costs.)
IV. After-sales service and technical support:
1. When the equipment arrives at the customer's site, our company will send professional engineers to debug and solve on-site problems, and guide and train the user's operation and general maintenance personnel.
2. AIFA's products undergo strict factory inspection. If a fault occurs, please contact the nearest AIFA office and provide detailed information about the fault.
3. Warranty period: Within one year from the date of the equipment leaving the factory, free service will be implemented, of which the main configuration will be guaranteed for 12 months (except for human factors). Users provide convenience for on-site service. Lifelong tracking maintenance service for the whole machine.
Maintenance: Within 48 hours after receiving the user's call or fax, our company will send professional technicians to solve the problem on site. If the warranty period exceeds, the material fee will be charged according to the situation.